Fertigungsabweichungen und NVH-Verhalten von Getrieben
Ein statistischer Ansatz auf Basis des Drehwegfehlers
Mit der zunehmenden Verbreitung von batterieelektrischen Fahrzeugen (BEVs) hat sich die Entwicklung von Reduktionsgetrieben intensiviert. Das NVH-Verhalten (Noise, Vibration, Harshness) ist dabei zu einem zentralen Auslegungsfaktor geworden, da das maskierende Geräusch eines Verbrennungsmotors fehlt. Fertigungstoleranzen führen zu einer schlechteren NVH-Performance, die häufig durch eine höhere Verzahnungsqualität kompensiert wird, was jedoch mit höheren Kosten verbunden ist.
Abbildung 1: Reduktionsgetriebemodell
Das vorliegende Paper untersucht, wie Toleranzen von Flankenmodifikationen die Getriebeperformance beeinflussen, wobei der Drehwegfehler als NVH-Indikator verwendet wird. Mit einer statischen Analyse wird zunächst das Nenn-Design und der Toleranzbereich definiert. Anschließend werden Monte-Carlo-Simulationen durchgeführt, um statistische Verteilungen zu bestimmen. Ziel ist es, die Auswirkungen von Toleranzen zu bewerten und Kosten zu reduzieren, indem nur die tatsächlich notwendigen Toleranzen spezifiziert werden.
Simulationsmodell
Das Simulationsmodell basiert auf einer quasi-statischen Getriebesimulation in der FVA-Workbench 10.0.1 [1], bei der analytische Modelle verwendet werden, um das Verhalten der Komponenten unter Last darzustellen. Wellen werden als Timoshenko-Balken modelliert, Wälzlager als Hertzsche Kontakte und Zahnflanken als mechanische Platten. Aufgrund ihrer geometrischen Komplexität werden Zahnräder und Gehäuse über reduzierte Steifigkeitsmatrizen nach der Guyan-Reduktionsmethode [2] dargestellt.
Alle Komponenten, die die Systemsteifigkeit und das Zahnkontaktverhalten beeinflussen, werden entsprechend Placzek [3] berücksichtigt. Kreuzkopplungseffekte werden vollständig einbezogen. Das Gehäuse wird als flexibles FE-Bauteil mit tetraedrischen Elementen modelliert, wodurch realistische Verformungen an den Lagersitzen sowie die Einspannung des Prüfstands berücksichtigt werden können.
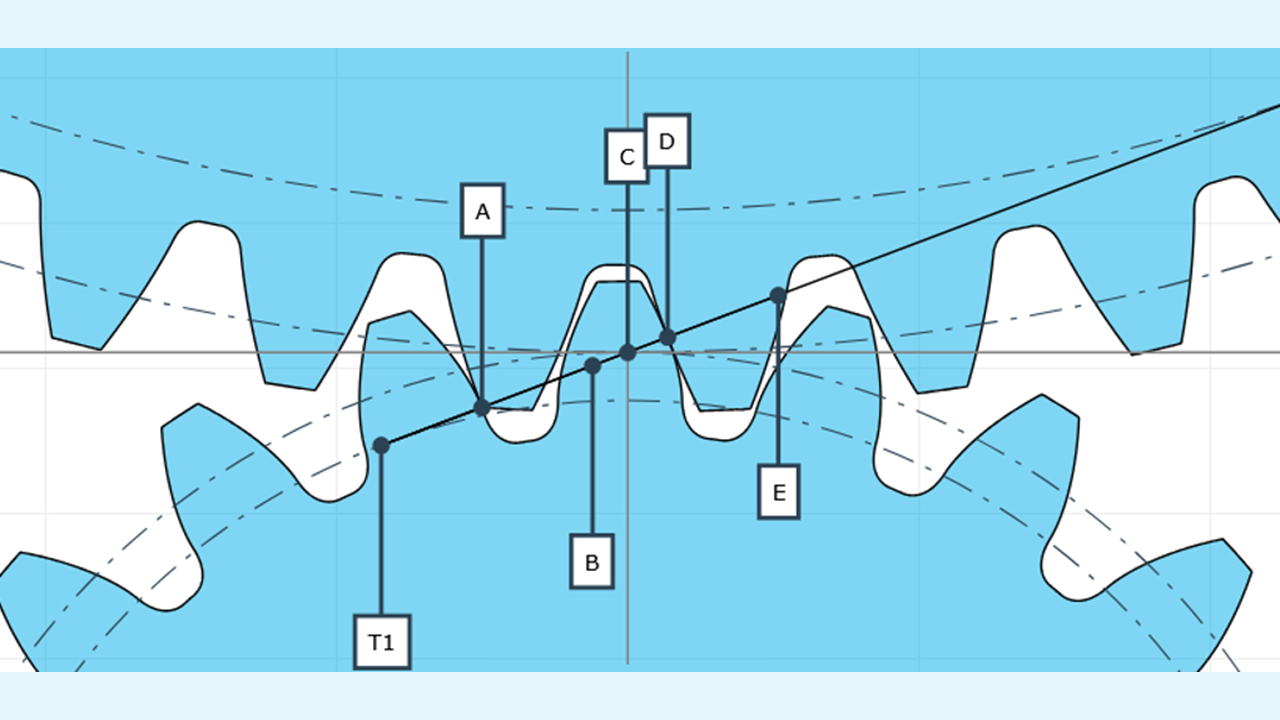
Abbildung 2: Zahneingriff mit Eingriffslinie
Der Zahnradkörper sowie das Differenzialgehäuse mit Tellerrad werden ebenfalls als FE-Komponenten mit quadratischen tetraedrischen Elementen modelliert. Dadurch kann unter hoher Last eine präzisere Verformung vorhergesagt werden als mit Timoshenko-Balkenmodellen, die jedoch weiterhin für rotationssymmetrische Wellen geeignet sind [4]. Die Lager sind Kataloglager, deren Steifigkeit gemäß FVA 909 berechnet wird [5]. Die Last wird an der Eingangswelle aufgebracht und am Differenzialgehäuse in der Nähe der Kegelradbolzen abgeführt. Es werden ausschließlich Antriebslastfälle betrachtet.
Zielobjekt: Getriebemodell
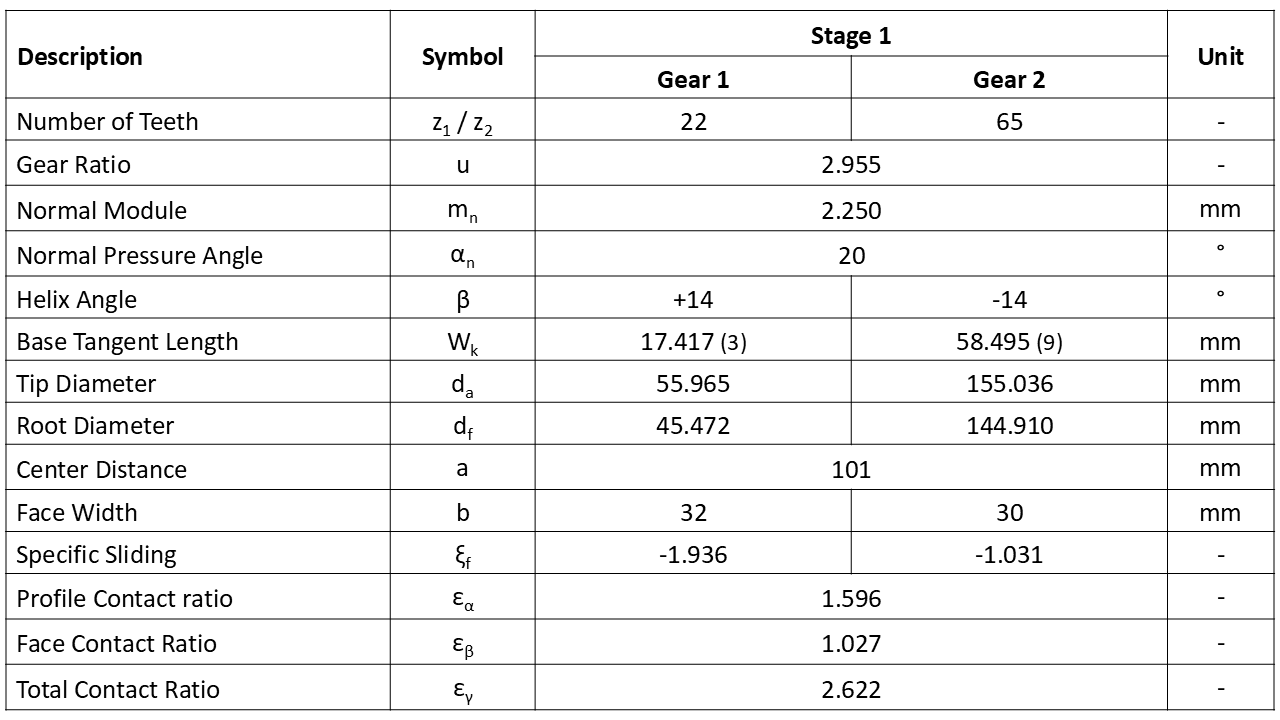
Tabelle 1: Grundlegende Zahneingriffsdaten
Das untersuchte Getriebe ist ein typisches zweistufiges Reduktionsgetriebe für batterieelektrische Fahrzeuge (BEVs), siehe Abbildung 1. Aus Gründen der Vertraulichkeit wurde die Verzahnungsgeometrie vereinfacht und entspricht daher nicht mehr exakt den Spezifikationen des realen Getriebes.
Der Zweck dieses Getriebemodells besteht nicht darin, das reale System vollständig detailgetreu abzubilden, sondern als repräsentatives Beispiel zur Veranschaulichung der Berechnungsmethodik und des gesamten Simulationsprozesses zu dienen. Der Schwerpunkt liegt daher auf der Darstellung des Ansatzes und nicht auf anwendungsspezifischen Ergebnissen.
Im Rahmen dieser Studie wird ausschließlich die erste Getriebestufe betrachtet (Abbildung 2 und Tabelle 1).
Auslegungsparameter: Flankenmodifikation
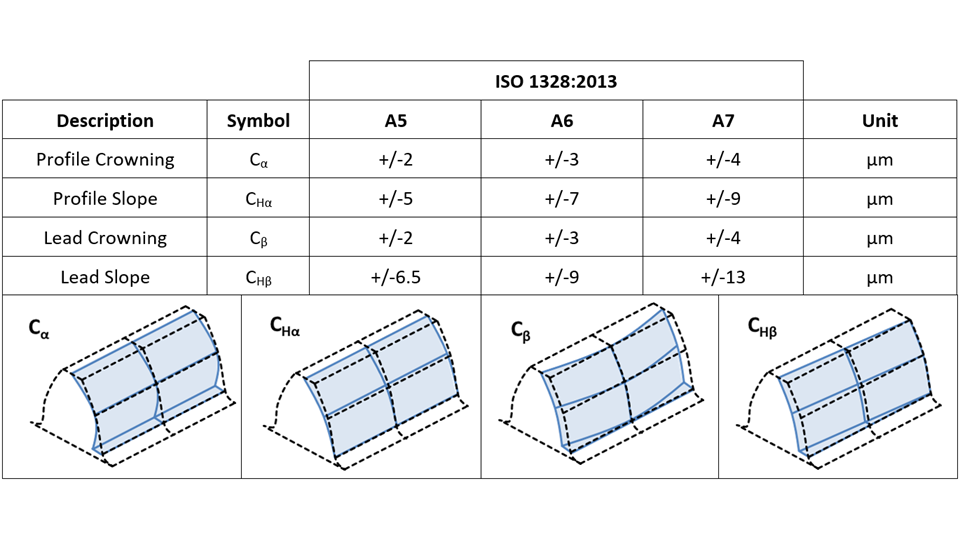
Tabelle 2: Mikrogeometrische Modifikationen mit ISO-Toleranzklassen
In dieser Studie werden Flankenmodifikationen nur am getriebenen Zahnrad der ersten Stufe vorgenommen. Da die gesamte Eingriffstopografie, also die Summe der Modifikationen an Ritzel und Rad, bestimmt die Kontaktbedingungen. Daher wird sie zunächst als Gesamtprofil ausgelegt und anschließend auf beide Komponenten verteilt.
Untersucht werden Balligkeiten und Winkelmodifikationen in Profil- und Flankenlinienrichtung: Profilballigkeit Cα und Profilwinkel CHα sowie Breitenballigkeit Cβ und Schrägungswinkel CHβ (Tabelle 2). Um die Visualisierung und den Rechenaufwand aufgrund der schnell steigenden Anzahl von Parameterkombinationen zu begrenzen, werden maximal vier Parameter betrachtet. Dies ermöglicht weiterhin eine aussagekräftige grafische Auswertung und eine Analyse über das Drehmoment. Die Methode kann grundsätzlich auf weitere Parameter wie Kopf- oder Fußrücknahmen erweitert werden.
Die Toleranzen der Winkelmodifikationen folgen ISO 1328 [6], während die Toleranzen der Balligkeiten aus Fertigungsdaten und praktischer Erfahrung abgeleitet werden.
Zielgröße: Drehwegfehler
Das Hauptziel dieses Papers ist die Auslegung eines geräuscharmen Getriebes mit günstigen NVH-Eigenschaften. Die Analyse konzentriert sich auf den Drehwegfehler (Transmission Error, TE), insbesondere auf dessen Schwankungsbreite (Peak-to-Peak-Transmission-Error, PPTE), welche die wichtigste Quelle für Körperschall und Vibrationen darstellt. Der PPTE wird aus den Schwankungen der Eingriffssteifigkeit für jedes Drehmomentniveau berechnet, während Systemverformungen und Flankenmodifikationen zu Abweichungen von der idealen Winkelübertragung führen.
Die Methodik folgt FVA 338 [7] und Müller [8], die sich in der Getriebeanalyse bewährt haben. Die Optimierung des PPTE für einen einzelnen Eingriffsfall ermöglicht eine gezielte Auslegung für einen besonders leisen Betriebspunkt. Um jedoch die Anregung über den gesamten Drehmomentbereich zu minimieren, ist ein Kompromiss erforderlich. Alternativ kann die Anregungskraft bewertet werden, da sie Steifigkeitsänderungen der Zähne berücksichtigt und auch eine bessere Vergleichbarkeit unterschiedlicher Verzahnungsgeometrien ermöglicht.
Untersuchung der Flankenmodifikationen
Variationskennfeld
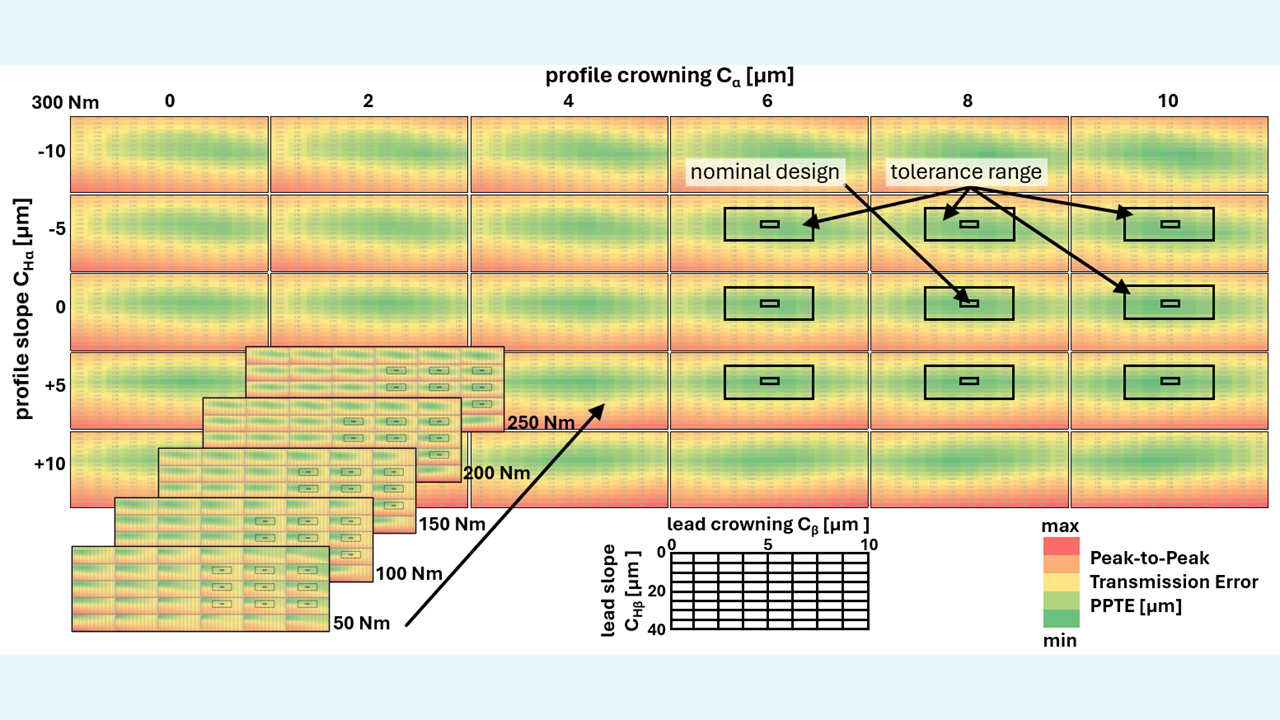
Abbildung 3: PPTE-Kennfeld infolge von Variationen der Mikrogeometrie
Ein erstes Design wird durch eine Designraumstudie bestimmt, bei der vier Modifikationsparameter systematisch über mehrere Drehmomentstufen variiert werden. Die Profilballigkeit Cα und Breitenballigkeit Cβ variieren zwischen 0–10 µm, der Profilwinkel CHα zwischen –10 µm und +10 µm sowie der Schrägungswinkel CHβ zwischen 0–40 µm. Das Ziel-Drehmoment beträgt 300 Nm. Zusätzlich werden Simulationen zwischen 50 Nm und 300 Nm durchgeführt, um die PPTE-Empfindlichkeit bei unterschiedlichen Lasten zu untersuchen.
Die Ergebnisse werden in einem Variationskennfeld (Abbildung 3) dargestellt, das die kombinierten Effekte aller vier Parameter zeigt. Jede Zelle repräsentiert ein nominelles Design, während Toleranzfelder die Fertigungsstreuung veranschaulichen. Dabei wird eine hohe Verzahnungsqualität der Qualitätsstufe 5 gemäß ISO 1328 angenommen [6].
Das Auslegungsziel besteht darin, den PPTE zu minimieren und gleichzeitig Robustheit gegenüber Toleranzvariationen sicherzustellen. Durch das Aufsummieren der Werte im Variationskennfeld entlang von Zeilen und Spalten lassen sich lokale Optima identifizieren und Parameterwirkungen visualisieren. Die Profilballigkeit Cα reduziert den PPTE aufgrund der Kopf- und Fußentlastung, während CHα auf null gesetzt wird, um erhöhte Kontaktspannungen an Kopf oder Fuß zu vermeiden. Das gewählte Toleranzfeld lautet:
Cα 8 ± 2 µm, CHα 0 ± 5 µm, Cβ 5 ± 2 µm, CHβ 15 ± 6,5 µm.
Drehwegfehler über dem Drehmoment: Gleichverteilte Abweichungen
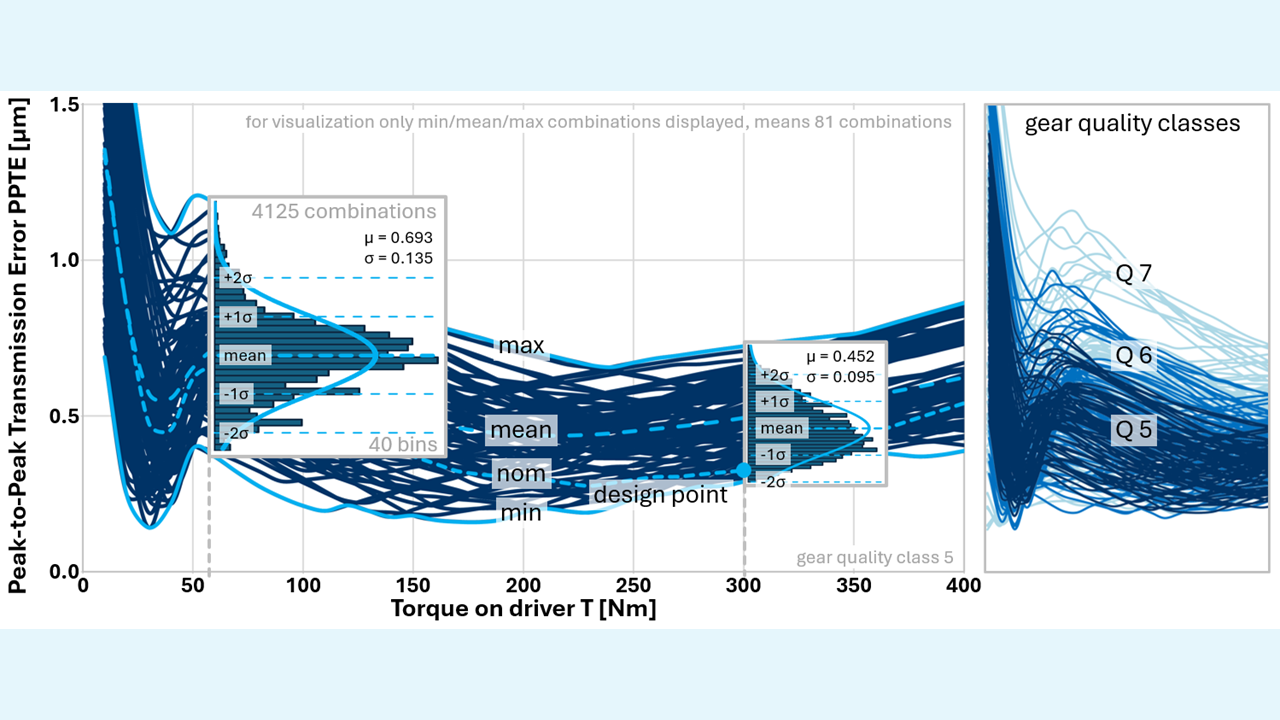
Abbildung 4: PPTE über dem Drehmoment für verschiedene Qualitätsklassen
Ohne detaillierte Kenntnisse über die tatsächliche Fertigungsstreuung wird zunächst eine konservative Gleichverteilung der Flankenmodifikationen angenommen. Das bedeutet, dass alle Parameterkombinationen innerhalb des Toleranzbereichs als gleich wahrscheinlich betrachtet werden. Der PPTE wird für Drehmomente von 10 Nm bis 400 Nm in 10-Nm-Schritten berechnet. Die resultierenden PPTE-Kurven zeigen maximale und minimale Hüllkurven, die sich je nach Drehmoment unterscheiden und nicht einer einzelnen Worst- oder Best-Case-Konfiguration entsprechen (Abbildung 4).
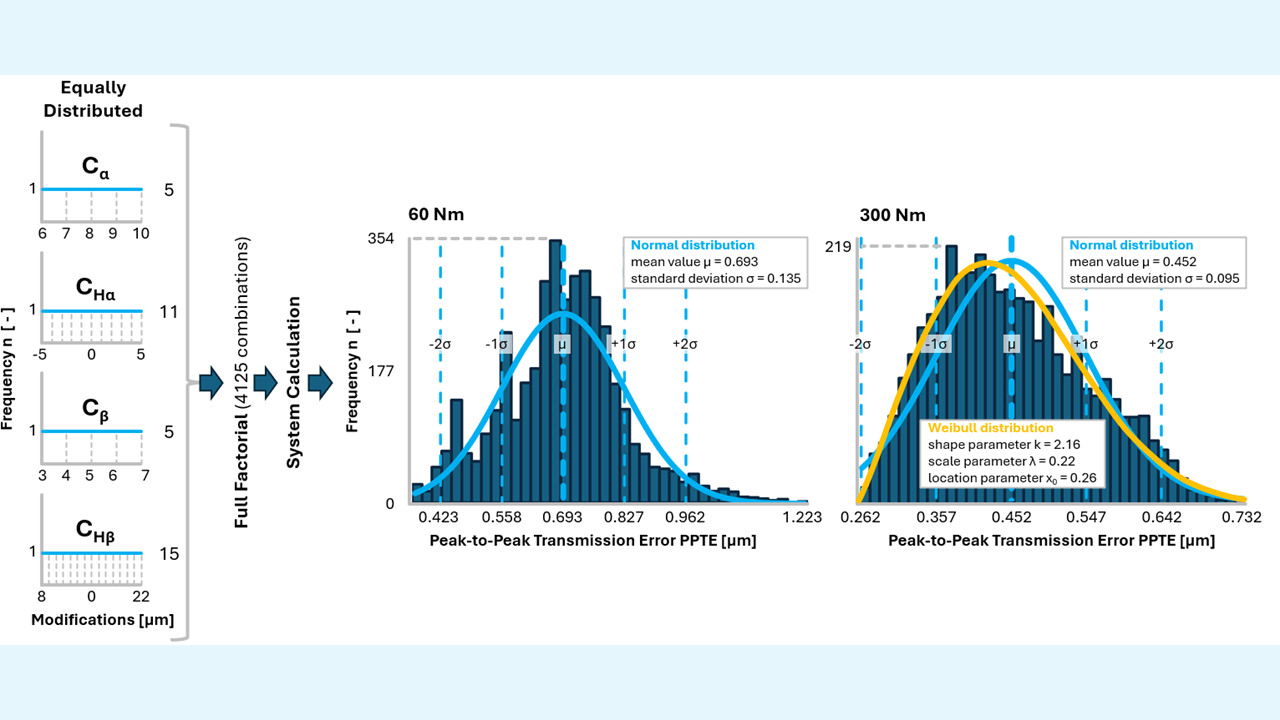
Abbildung 5: Verfahren mit gleichverteilter Eingangsverteilung mit Fokus auf den resultierenden Wahrscheinlichkeitsverteilungen
Zusätzlich werden nominale und mittlere PPTE-Kurven dargestellt. Die Streuung ist bei kleinen Drehmomenten höher, was auf eine größere Empfindlichkeit gegenüber Flankenmodifikationen hinweist. Bei höheren Drehmomenten nimmt sie ab, was eine erhöhte Robustheit zeigt. Die Auswertung konzentriert sich auf 60 Nm (niedrige Last) und 300 Nm (Auslegungslast). Die Häufigkeitsverteilungen werden mithilfe von Normal- oder Weibull-Verteilungen analysiert, um Standardabweichungen zu bestimmen und probabilistische Aussagen über die Drehwegfehlerbereiche zu ermöglichen.
Höhere Verzahnungsqualitäten verringern das Toleranzfeld und reduzieren den PPTE, während niedrigere Qualitäten zu einer größeren Streuung führen. Bei 60 Nm schwanken die Verteilungen stark und bilden keine glatten Kurven. Bei 300 Nm ist die Verteilung hingegen glatter und lässt sich besser durch eine Weibull-Verteilung beschreiben. Es wurde vollfaktoriell variiert und ganzzahlige Flankenmodifikationen verwendet, um eine Ausgewogenheit zwischen Auflösung und Rechenaufwand zu erreichen (Abbildung 5).
Drehwegfehler über dem Drehmoment: Normalverteilte Abweichungen
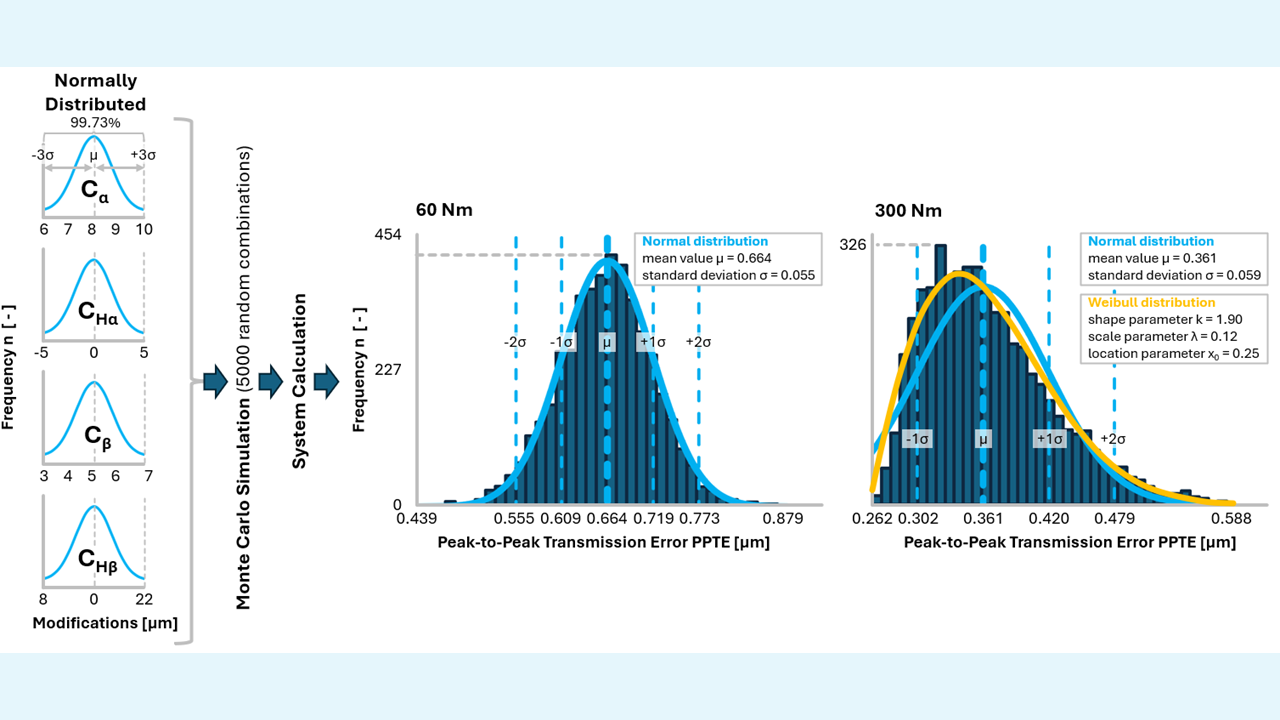
Abbildung 6: Verfahren mit normalverteilter Eingangsverteilung mit Fokus auf den resultierenden Wahrscheinlichkeitsverteilung
Für realistischere Ergebnisse werden die Flankenmodifikationsparameter als normalverteilte Größen modelliert. Jeder Parameter wird mit 50 000 Punkten diskretisiert, die den Bereich ±3σ (99,73 % aller Werte) abdecken.
Eine Monte-Carlo-Simulation erzeugt zufällige Kombinationen der vier normalverteilten Parameter. Nach etwa 5 000 Simulationen stabilisiert sich die PPTE-Verteilung, was visuell und optional mit statistischen Tests überprüft wird. Die Genauigkeit kann durch eine höhere Anzahl an Simulationspunkten weiter verbessert werden. Bei 60 Nm ergibt sich eine Normalverteilung mit σ = 0,055 µm im Vergleich zu 0,135 µm bei gleichverteilten Eingaben. Bei 300 Nm entsteht eine engere Weibull-Verteilung mit σ = 0,059 µm gegenüber 0,095 µm bei gleichverteilten Eingaben (Abbildung 6).
Normalverteilungen führen dazu, dass die PPTE-Werte stärker um das Nenn-Design konzentriert sind, da typische Parameterkombinationen wahrscheinlicher sind als extreme. Dies deutet darauf hin, dass eine Auslegung auf Basis von ±2σ-Bereichen (etwa 95 % der Bauteile) erfolgen kann, statt auf extremen Toleranzgrenzen. Dadurch könnten Toleranzen gelockert und Fertigungskosten reduziert werden, während die NVH-Performance erhalten bleibt.
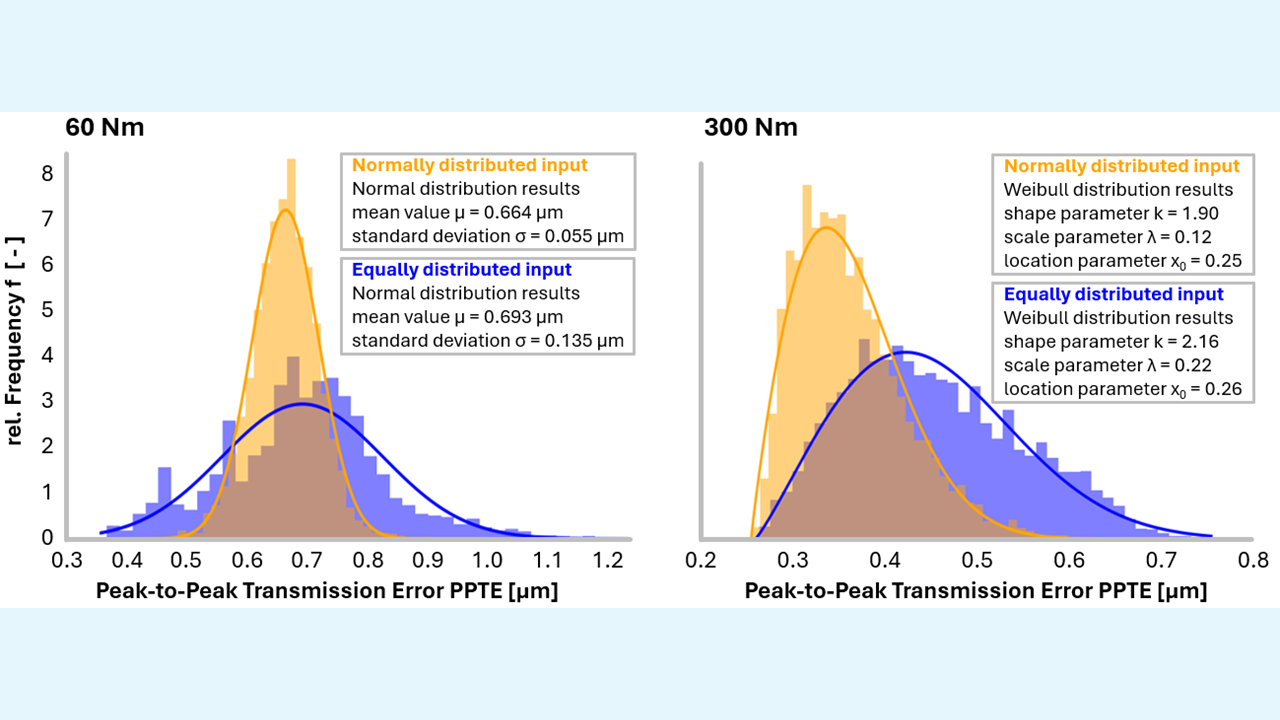
Abbildung 7: Vergleich der Ergebnisse bei gleichverteilten und normalverteilten Eingangsparametern
Fazit
Diese Studie zeigt, wie Flankenmodifikationen mit Fertigungstoleranzen als normalverteilte Variablen modelliert und mithilfe von Monte-Carlo-Simulationen analysiert werden können, wodurch statistisch auswertbare Ergebnisse entstehen. Die Methode ist grundsätzlich auch auf andere Auslegungsparameter übertragbar.
Die wichtigsten Erkenntnisse sind:
Fertigungstoleranzen beeinflussen den PPTE und damit das NVH-Verhalten erheblich.
Robuste Mikrogeometriekombinationen können den PPTE minimieren.
Normalverteilte Eingangsdaten liefern realistischere Erkenntnisse für eine kosteneffiziente Toleranzspezifikation.
Gleichverteilte Abweichungen führen zu einem breiten PPTE-Bereich und zeigen eine starke Empfindlichkeit gegenüber Parameterabweichungen vom Nenn-Design. Wird dagegen eine Normalverteilung angenommen, konzentrieren sich die meisten PPTE-Werte nahe dem Auslegungspunkt. Bei 300 Nm liegt der Mittelwert nahe dem nominalen Wert von 0,358 µm, wodurch die wahrscheinlichsten Anregungen hervorgehoben werden (Abbildung 7).
Die Methode ermöglicht eine schnelle Bewertung geeigneter Mikrogeometrie-Toleranzen unter Berücksichtigung realistisch herstellbarer Abweichungen und Anforderungen an einen leisen Antrieb mithilfe der FVA-Workbench.
Referenzen
[1] FVA-Workbench 10.0, 2025, "FVA-Workbench Module description", https://www.fva-service.de/fvaworkbench
[2] Guyan R.J., 1965, "Reduction of stiffness and mass matrices", AIAA Journal 3 380-380, https://doi.org/10.2514/3.2874
[3] Placzek T., 1988, "Load distribution and flank correction in spur and helical gear stages", Technische Universität München, Fakultät für Maschinenwesen (FZG), Munich
[4] Abert B., 2022, "A Model for Considering Wheel Body Deformation in Tooth Contact Load Distribution", technical paper, AGMA, 22FTM16, Detroit
[5] FVA 909 I: Keuthen M., 2021, "Transfer rolling bearing calculation", FVA, Frankfurt
[6] ISO 1328-1:2013, "Cylindrical gears – ISO system of flank tolerance classification – Part 1: Definitions and allowable values of deviations relevant to flanks of gear teeth", Beuth Verlag, Berlin
[7] FVA 338 I-VIII, 1999-2021, Forschungsreihe zur Berechnung von Verzahnungsanregungen, FVA, Frankfurt
[8] Müller R., 1990, "Vibration and noise excitation in spur gearboxes", Dissertation, Technische Universität München, Fakultät für Maschinenwesen (FZG), Munich
Autor

Dennis Tazir (Dipl.-Ing.)
Gear Specialist, FVA GmbH
Dennis Tazir ist ein Software-Entwickler und Simulationsexperte mit einem starken Hintergrund in der Getriebeauslegung und -analyse. Seit Februar 2020 arbeitet er bei der FVA GmbH als Software-Entwickler. Zuvor war er über sieben Jahre bei Opel als Senior Simulation Engineer für die Getriebeauslegung tätig, nachdem er zuvor ähnliche Aufgaben bei der TECOSIM Group für Opel übernommen hatte. Seine Karriere begann er als wissenschaftlicher Mitarbeiter am Fraunhofer-Institut für Betriebsfestigkeit und Systemzuverlässigkeit LBF, wo er über vier Jahre tätig war. Er hat einen Abschluss als Diplom-Ingenieur im Maschinenbau von der Technischen Universität Darmstadt (1999–2006).